
Intelligent recommendations
for your process.
Expert-level thermal process guidance delivered to operators in real-time.
The problem is variability.
Every shift, every operator, every decision — different. The result: inconsistent product, wasted energy, and elevated fire risk.
Real intelligence from basic science.
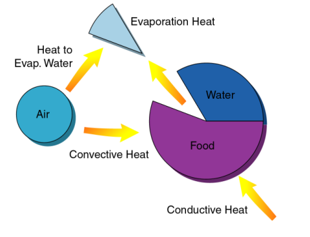
Not black-box AI. Dynamic mass-energy balance calculations — psychrometric modeling of air, water, food, and heat transfer.
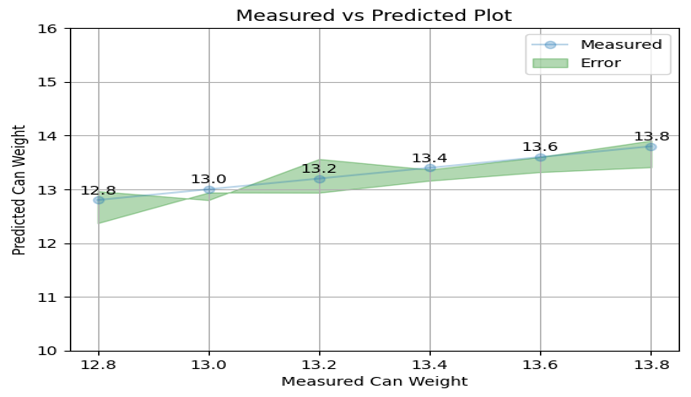
Puffed Rice Oven Control
Impact on product density.
Each incremental iteration tightens
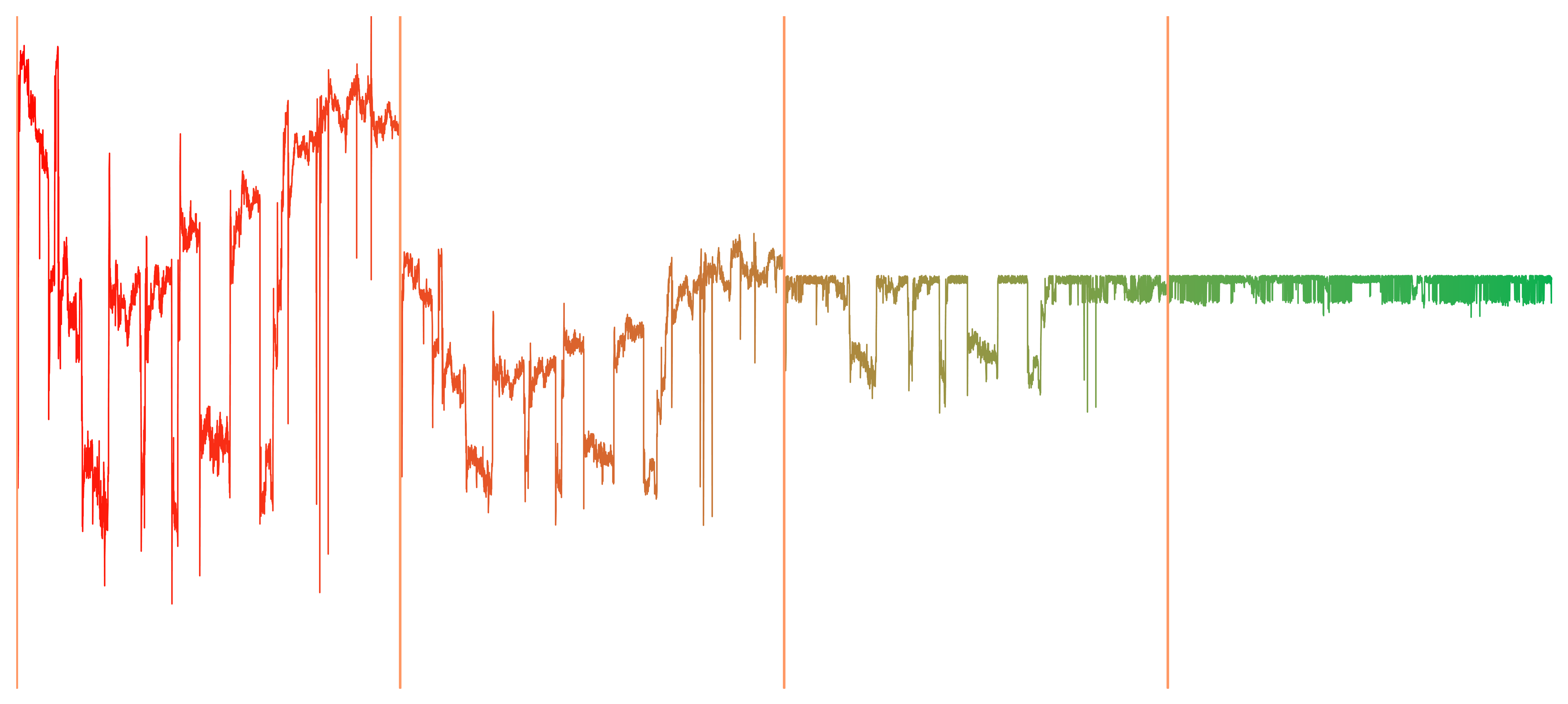
Validated across 28,000+ data points.
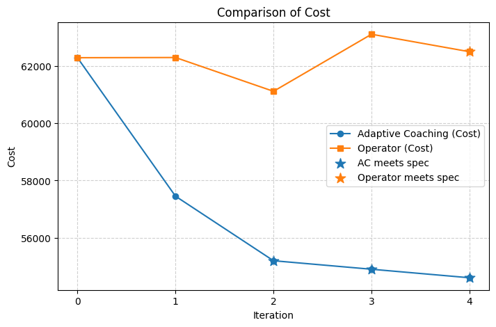
Puffed Rice Improvements.
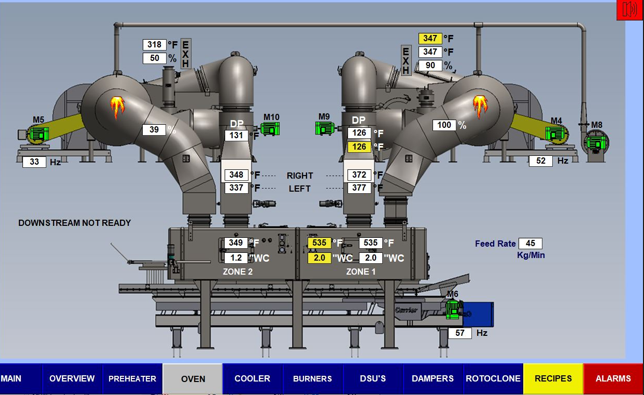
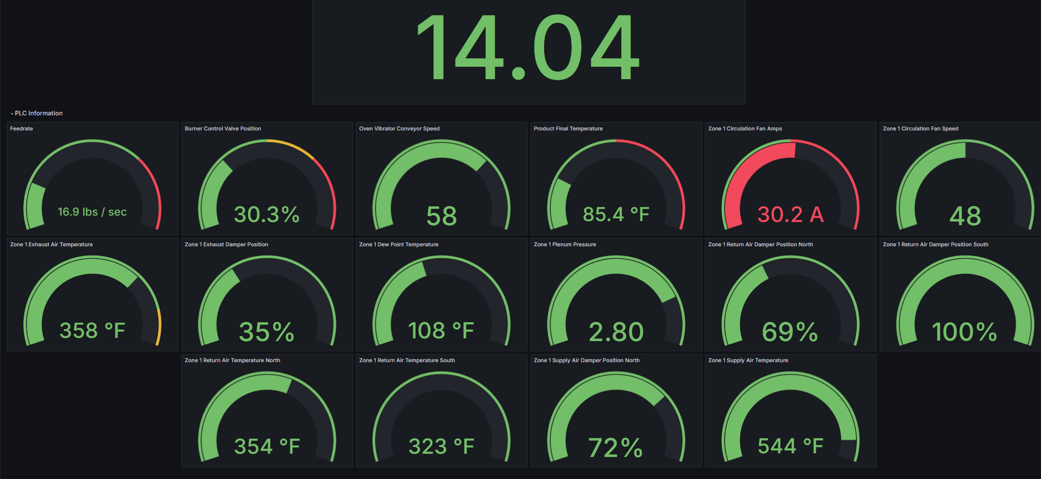
"The system monitors oven conditions, product density, and moisture levels to make live psychrometric calculations and then offers suggestions to operators to maintain target critical control points while utilizing the least energy."
Where the value shows up.
Three categories of benefit — each tied to a specific Adaptive Coaching contribution.
- Fewer complaints — burnt or uneven.Oven balance visualized through the HMI.
- Consistent between shifts.Recommended settings meet density targets 24/7.
- Fewer underfill complaints.Density targets hit every run.
- Reduced fire risk.Mass balance favors higher moisture, lower temperature.
- Systematic load changes.Closed feedback loop on every adjustment.
- 24/7 safety visibility.Alert historian surfaces event history and durations.
- Higher OEE.Correct density reduces packaging stops.
- Less overweight giveaway.No need to overfill to hit spec.
- Lower natural gas use.Moisture-led operation cuts firing.
- Faster expert collaboration.Curated settings shared with Process Partners.
How we start.
A three-step engagement — from onsite evaluation to live coaching.
Understand your process and challenges — equipment readiness, NAFP inspection, optional workshop.
Connect to the PLC to capture real-time operating behavior.
Build the psychrometric model for your process and deploy operator coaching.